Ш§Щ„ШӘШөЩҶЩҠШ№ ШЁШ§ШіШӘШ®ШҜШ§Щ… Ш§Щ„ШӯШ§ШіШЁ Ш§Щ„ШўЩ„ЩҠ Ш№Щ…Щ„ЩҠШ© Ш§Щ„ ШЈШ¬ШІШ§ШЎ ШұЩ…Шӯ
Ш§Щ„ЩҒШӘШӯШ© Ш§Щ„ЩӮШ·Ш№ ЩҮЩҠ ЩҲШ§ШӯШҜШ© Щ…ЩҶ Ш§Щ„Щ…ЩҶШӘШ¬Ш§ШӘ Ш§Щ„ШӘЩҠ ШӘЩ„ЩӮЩҠЩҶШ§ЩҮШ§ Щ…Ш№ШёЩ… Ш§Щ„Ш·Щ„ШЁШ§ШӘ. ЩҲЩҒЩӮШ§ Щ„ЩҮЩҠЩғЩ„ Ш§Щ„ЩҒШӘШӯШ© ШҢ ЩҠЩ…ЩғЩҶ ШӘЩӮШіЩҠЩ…ЩҮШ§ ШҘЩ„Щү Ш«Щ„Ш§Ш«Ш© ШЈЩҶЩҲШ§Ш№: Ш§Щ„Щ…ШӯЩҲШұ Ш§Щ„ШЁШөШұЩҠ ШҢ Щ…ШӯЩҲШұ Ш§Щ„Ш®Ш·ЩҲШ© ЩҲШ§Щ„Щ…ШӯЩҲШұ Ш§Щ„Ш®Ш§Шө. ШҜЩҲШұЩҮЩ… ЩҮЩҲ ШҜШ№Щ… Ш§Щ„ШӘШұЩҲШі ЩҲШ№Ш¬Щ„Ш§ШӘ Ш§Щ„ШӯШІШ§Щ… ЩҲЩҶШ§ЩӮЩ„ Ш§Щ„ШӯШұЩғШ© Ш§Щ„ШЈШ®ШұЩү Ш§Щ„ЩӮШ·Ш№ Щ„ЩҶЩӮЩ„ Ш№ШІЩ… Ш§Щ„ШҜЩҲШұШ§ЩҶ ШЈЩҲ Ш§Щ„ШӯШұЩғШ©.
ШӘЩғЩҶЩҲЩ„ЩҲШ¬ЩҠШ§ Щ…Ш№Ш§Щ„Ш¬Ш© ШөШ№ШҜШӘ Ш§Щ„ЩҒШӘШӯШ© ЩҮЩҲ ШЈЩғШ«Шұ ЩҶЩ…ЩҲШ°Ш¬ЩҠШ© ШҢ Щ…Щ…Ш§ ЩҠШ№ЩғШі Щ…Ш№ШёЩ… Ш§Щ„Щ…ШӯШӘЩҲЩү ЩҲШ§Щ„ЩӮЩҲШ§Ш№ШҜ Ш§Щ„ШЈШіШ§ШіЩҠШ© Щ„Щ„ Ш§Щ„ЩҒШӘШӯШ© ШӘШ¬ЩҮЩҠШІ ШЈШ¬ШІШ§ШЎ. ЩҠШіШӘШ®ШҜЩ… Ш§Щ„ШӘШ§Щ„ЩҠ ЩҶШ§ЩӮЩ„ Ш§Щ„ШӯШұЩғШ© Ш§Щ„ЩҒШӘШӯШ© ЩҒЩҠ Ш§Щ„ШӯШҜ Щ…ЩҶ Ш№Щ„ШЁШ© Ш§Щ„ШӘШұЩҲШі ЩғЩ…Ш«Ш§Щ„ Щ„ШҘШҜШ®Ш§Щ„ ШӘЩғЩҶЩҲЩ„ЩҲШ¬ЩҠШ§ Щ…Ш№Ш§Щ„Ш¬Ш© Ш®Ш·ЩҲШ© Ш№Ш§Щ…Ш© Ш§Щ„ЩҒШӘШӯШ© .
1. ШӘШӯЩ„ЩҠЩ„ Ш¬ШІШЎ Ш§Щ„ШұШіЩ…
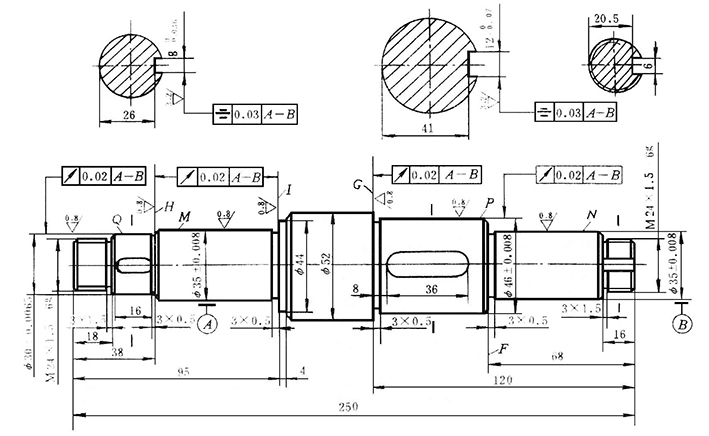
Ш§Щ„ШЈШ¬ШІШ§ШЎ Ш§Щ„Щ…ЩҲШ¶ШӯШ© ЩҒЩҠ Ш§Щ„ШҙЩғЩ„ ШЈ -1 ЩҮЩҠ Щ…ШӯШұЩғ Ш§Щ„ШЈЩӮШұШ§Шө Ш§Щ„ЩҒШӘШӯШ© ЩӮ ЩҒЩҠ Ш§Щ„Щ…Ш®ЩҒШ¶. ШӘЩҶШӘЩ…ЩҠ ШҘЩ„Щү Ш§Щ„Ш®Ш·ЩҲШ© Ш§Щ„ЩҒШӘШӯШ© Ш§ЩғШӘШЁ ШЈШ¬ШІШ§ШЎ ШҢ ЩҲЩҮЩҲ ЩҠШӘЩғЩҲЩҶ Щ…ЩҶ ШіШ·Шӯ ШЈШіШ·ЩҲШ§ЩҶЩҠ ШҢ Ш§Щ„ЩҒШӘШӯШ© Ш§Щ„ЩғШӘЩҒ ШҢ Ш§Щ„ШөЩҒШӯШ§ШӘ ШҢ Ш§Щ„Щ…ШіЩ…Ш§Шұ Ш°ЩҠЩ„ Ш§Щ„ШЈШ®ШҜЩҲШҜ ШӘШұШ§Ш¬Ш№ ШҢ Ш·ШӯЩҶ Ш№Ш¬Щ„Ш© ШӘШ¬Ш§ЩҲШІ Ш§Щ„ШЈШ®ШҜЩҲШҜ ЩҲШ§Щ„ШЈШ®ШҜЩҲШҜ Ш§Щ„ШұШҰЩҠШіЩҠ. Ш§Щ„ Ш§Щ„ЩҒШӘШӯШ© Ш§Щ„ЩғШӘЩҒ ЩҠШіШӘШ®ШҜЩ… Ш№Ш§ШҜШ© Щ„ШӘШ«ШЁЩҠШӘ Ш§Щ„Щ…ЩҲЩӮЩҒ Ш§Щ„Щ…ШӯЩҲШұЩҠ Щ„Щ„Ш¬ШІШЎ Ш№Щ„Щү Ш§Щ„ЩҒШӘШӯШ© . ШҜЩҲШұ ЩғЩ„ ШӯЩ„ЩӮШ© Ш§Щ„ШЈШ®ШҜЩҲШҜ ЩҮЩҲ Щ„Ш¬Ш№Щ„ Ш§Щ„Ш¬ШІШЎ Щ„ШҜЩҠЩҮ Щ…ЩҲЩӮЩҒ ШөШӯЩҠШӯ Ш№ЩҶШҜ Ш§Щ„ШӘШ¬Щ…ЩҠШ№ ШҢ ЩҲШ¬Ш№Щ„ЩҮШ§ ШіЩҮЩ„Ш© Щ„ШіШӯШЁ Ш§Щ„ШЈШҜШ§Ш© Ш№ЩҶШҜ Ш·ШӯЩҶ Ш§Щ„ШҜШ§ШҰШұШ© ШЈЩҲ Ш§Щ„Ш®ЩҠШ· Ш§Щ„Ш®Ш§ШұШ¬ЩҠ. ШӘШ«ШЁЩҠШӘ Щ…ЩҒШ§ШӘЩҠШӯ Щ„ ЩҶЩӮЩ„ Ш№ШІЩ… Ш§Щ„ШҜЩҲШұШ§ЩҶ. Ш§Щ„Щ…ЩҲШ§Ш¶ЩҠШ№ ШӘШіШӘШ®ШҜЩ… Щ„ШӘШ«ШЁЩҠШӘ Щ…Ш®ШӘЩ„ЩҒ ЩӮЩҒЩ„ Ш§Щ„Ш¬ЩҲШІ ЩҲШ§Щ„ШӘЩғЩҠЩҒ Ш§Щ„Щ…ЩғШіШұШ§ШӘ.
ЩҲЩҒЩӮШ§ Щ„ ШЈШҜШ§ШЎ Ш§Щ„Ш№Щ…Щ„ ЩҲШ§Щ„ШёШұЩҲЩҒ ШҢ Ш§ЩҶШӘЩӮШ§Щ„ Ш§Щ„ЩҒШӘШӯШ© ЩҠШӯШҜШҜ Ш§Щ„ЩҶЩ…Ш· (Ш§Щ„ШҙЩғЩ„ ШЈ -1) Ш§Щ„Щ…Ш¬Щ„Ш§ШӘ Ш§Щ„ШұШҰЩҠШіЩҠШ© m ШҢ n ШҢ the Ш§Щ„ШҜЩҲШ§ШҰШұ Ш§Щ„Ш®Ш§ШұШ¬ЩҠШ© pШҢ q ЩҲШ§Щ„ЩғШӘЩҒЩҠЩҶ gШҢ hШҢ Щ„ШҜЩҠ ШЈШЁШ№Ш§ШҜ ШЈШ№Щ„Щү ШҢ ЩҲЩ…ЩҲШ¶Ш№ ШҜЩӮШ© ЩҲЩӮЩҠЩ…Ш© ШЈШөШәШұ Ш®ШҙЩҲЩҶШ© Ш§Щ„ШіШ·Шӯ ЩҲЩ…ШӘШ·Щ„ШЁШ§ШӘ Ш§Щ„Щ…Ш№Ш§Щ„Ш¬Ш© Ш§Щ„ШӯШұШ§ШұЩҠШ©. ЩҠШ¬ШЁ Ш¶Щ…Ш§ЩҶ ЩҮШ°ЩҮ Ш§Щ„Щ…ШӘШ·Щ„ШЁШ§ШӘ Ш§Щ„ЩҒЩҶЩҠШ© ШЈШ«ЩҶШ§ШЎ Ш§Щ„Щ…Ш№Ш§Щ„Ш¬Ш©. Щ„Ш°Щ„Щғ ШҢ ЩҒШҘЩҶ Ш§Щ„Ш№Щ…Щ„ЩҠШ© Ш§Щ„ШұШҰЩҠШіЩҠШ© Щ„ЩҮШ°Ш§ Ш§Щ„ШҘШұШіШ§Щ„ Ш§Щ„ЩҒШӘШӯШ© ЩҮЩ„ ШЁШ§Щ„ЩӮШ·Ш№ Щ…ЩҶ Ш§Щ„Щ…Ш¬Щ„Ш§ШӘ Щ… ШҢ ЩҶ ЩҲШ§Щ„ШҜЩҲШ§ШҰШұ Ш§Щ„Ш®Ш§ШұШ¬ЩҠШ© Шө ШҢ ЩҒ.
2. ШӘШӯШҜЩҠШҜ ЩҒШ§ШұШәШ©
Ш§Щ„Щ…ЩҲШ§ШҜ Щ…ЩҶ Ш§ЩҶШӘЩӮШ§Щ„ Ш§Щ„ЩҒШӘШӯШ© ЩҮЩҲ 45 Ш§Щ„ШөЩ„ШЁ. Щ„ШЈЩҶЩҮ ЩҠЩҶШӘЩ…ЩҠ ШҘЩ„Щү Ш§ЩҶШӘЩӮШ§Щ„ Ш№Ш§Щ… Ш§Щ„ЩҒШӘШӯШ© ШҢ 45 Ш§Щ„ШөЩ„ШЁ ЩҠЩ…ЩғЩҶ Ш§Ш®ШӘЩҠШ§ШұЩҮШ§ Щ„ШӘЩ„ШЁЩҠШ© Щ…ШӘШ·Щ„ШЁШ§ШӘЩҮШ§.
ЩҒЩҠ ЩҮШ°Ш§ Ш§Щ„Щ…Ш«Ш§Щ„ШҢ Ш§ЩҶШӘЩӮШ§Щ„ Ш§Щ„ЩҒШӘШӯШ© ЩҠЩҶШӘЩ…ЩҠ ШҘЩ„Щү Ш§ЩҶШӘЩӮШ§Щ„ Ш§Щ„Щ…ШӘЩҲШіШ·Ш© ЩҲШ§Щ„ШөШәЩҠШұШ© Ш§Щ„ЩҒШӘШӯШ© ШіШҢ ЩҲЩӮШ·Шұ ЩғЩ„ ШҜШ§ШҰШұШ© Ш§Щ„Ш®Ш§ШұШ¬ЩҠ Щ„Ш§ ЩҠШ®ШӘЩ„ЩҒ ЩғШ«ЩҠШұШ§ ШҢ Щ„Ш°Щ„Щғ 60MM ЩҠШӘЩ… ШӘШӯШҜЩҠШҜ Ш§Щ„ШөЩ„ШЁ Ш¬ЩҲЩ„Ш© Ш§Щ„Щ…ШҜШұЩҒЩ„Ш© Ш№Щ„Щү Ш§Щ„ШіШ§Ш®ЩҶ ЩғЩ…Ш§ ЩҒШ§ШұШәШ©.
3. ШӘШӯШҜЩҠШҜ ШЁШ§Щ„ЩӮШ·Ш№ Ш·ШұЩҠЩӮШ© Ш§Щ„ШіШ·Шӯ Ш§Щ„ШұШҰЩҠШіЩҠ
ЩӮЩҠШ§ШҜШ© Ш§Щ„ЩҒШӘШӯШ© ЩӮ Щ…Ш№ШёЩ…ЩҮШ§ Ш§Щ„ШЈШіШ·Шӯ Ш§Щ„ШҜЩҲШ§ШұШ© ШҢ ЩҲ ШӘШӘШҙЩғЩ„ ШЈШіШ§ШіШ§ Ш№ЩҶ Ш·ШұЩҠЩӮ ШӘШӯЩҲЩ„ ЩҲШ·ШӯЩҶ ШЈШіШ·ЩҲШ§ЩҶЩҠ. ШЁШіШЁШЁ Ш§ШұШӘЩҒШ§Ш№ ШҜШұШ¬Ш© Ш§Щ„ШӘШіШ§Щ…Шӯ (it6) Щ…ЩҶ Ш§Щ„ШЈШіШ·Шӯ Ш§Щ„ШұШҰЩҠШіЩҠШ© Щ„Щ„Щ…ШӯШұЩғ Ш§Щ„ЩҒШӘШӯШ© m ЩҲ n ЩҲ p ЩҲ q ЩҲ Ш®ШҙЩҲЩҶШ© Ш§Щ„ШіШ·Шӯ Ш§Щ„Щ…ЩҶШ®ЩҒШ¶Ш© ra (ra = 0.8 ШЈЩ…) ШҢ Щ…Ш·Щ„ЩҲШЁ Ш·ШӯЩҶ ШЁШ№ШҜ ШӘШӯЩҲЩ„. Ш§Щ„ ШЁШ§Щ„ЩӮШ·Ш№ Щ…Ш®Ш·Ш· Ш§Щ„ШіШ·Шӯ Ш§Щ„Ш®Ш§ШұШ¬ЩҠ (ШұШ§Ш¬Ш№ Ш§Щ„Ш¬ШҜЩҲЩ„ a-3) ЩҠЩ…ЩғЩҶ ШЈЩҶ ЩҠЩғЩҲЩҶ:
ШӘШӯЩҲЩ„ ШөШ№ШЁШ© вҶ’ ЩҶШөЩҒ ШӘШҙШ·ЩҠШЁ ШӘШӯЩҲЩ„ вҶ’ Ш·ШӯЩҶ.
4. Ш§Щ„ШӘЩ…ШұЩғШІ Щ…ШұШ¬Ш№
Щ…Ш№ЩӮЩҲЩ„ Ш§Ш®ШӘЩҠШ§Шұ Щ…ШұШ¬Ш№ ШӘШӯШҜЩҠШҜ Ш§Щ„Щ…ЩҲШ§ЩӮШ№ Щ„ЩҮ ШӘШЈШ«ЩҠШұ ШӯШ§ШіЩ… Ш№Щ„Щү ШӯШ¬Щ… ЩҲ ШҜЩӮШ© Щ…ЩҲЩӮЩҒ Ш§Щ„Ш¬ШІШЎ. Щ…ЩҶШ° Ш№ШҜШ© Ш§Щ„ШіШ·ЩҲШӯ Ш§Щ„ШұШҰЩҠШіЩҠШ© Ш§Щ„ШӘШІШ§ЩҲШ¬ (ЩҒ ШҢ Ш№ ШҢ ЩҶ ШҢ Щ…) ЩҲШЈШіШ·Шӯ Ш§Щ„ЩғШӘЩҒ (Шӯ ШҢ ШІ) Щ…ЩҶ Ш§ЩҶШӘЩӮШ§Щ„ Ш§Щ„ЩҒШӘШӯШ© Щ„ШҜЩҠЩҮШ§ ШҜШ§ШҰШұШ© ШҙШ№Ш§Ш№ЩҠ Ш§Щ„Ш¬ШұЩҠШ§ЩҶ ЩҲЩҶЩҮШ§ЩҠШ© ЩҲШ¬ЩҮ Ш§Щ„ШҜШ§ШҰШұШ© Ш§Щ„ШҜШ§ШҰШұШ© Щ…ШӘШ·Щ„ШЁШ§ШӘ Ш§Щ„Щ…ШӯЩҲШұ Ш§Щ„Щ…ШұШ¬Ш№ЩҠ ab ШҢ ШЁЩ„ ЩҮЩҲ ШөЩ„ШЁ Ш§Щ„ЩҒШӘШӯШ© Щ„Ш°Щ„Щғ ШҢ ЩҠШ¬ШЁ ШӘШӯШҜЩҠШҜ Ш§Щ„ЩҒШӘШӯШ© Ш§Щ„Щ…ШұЩғШІЩҠШ© ЩҒЩҠ ЩғЩ„Ш§ Ш§Щ„Ш·ШұЩҒЩҠЩҶ ЩғЩ…Ш№ЩҠШ§Шұ ШҢ ЩҲЩҠЩҶШЁШәЩҠ Ш§Ш№ШӘЩ…Ш§ШҜ Ш·ШұЩҠЩӮШ© ШӘШӯШ§Щ…Щ„ Ш§Щ„Щ…ШұЩғШІ Ш§Щ„Щ…ШІШҜЩҲШ¬ Щ„ Ш¶Щ…Ш§ЩҶ Ш§Щ„Щ…ШӘШ·Щ„ШЁШ§ШӘ Ш§Щ„ЩҒЩҶЩҠШ© Щ„Щ„Ш¬ШІШЎ.
Ш§Щ„Щ…ШұШ¬Ш№ Ш§Щ„Ш®Ш§Щ… ЩҮЩҠ Ш§Щ„ШҜШ§ШҰШұШ© Ш§Щ„Ш®Ш§ШұШ¬ЩҠШ© Ш§Щ„Ш®Ш§Щ… Щ…ЩҶ Ш§Щ„ЩҒЩҲЩ„Ш§Ш° Ш§Щ„Щ…ШҜЩ„ЩҒЩҶ Ш№Щ„Щү Ш§Щ„ШіШ§Ш®ЩҶ. Ш«ЩӮШЁ Ш§Щ„Щ…ШұЩғШІ ЩҮЩҲ ШӘШӘЩ… Щ…Ш№Ш§Щ„Ш¬ШӘЩҮШ§ ШЁШ§ШіШӘШ®ШҜШ§Щ… ШёШұЩҒ Ш«Щ„Ш§Ш«ЩҠ Ш§Щ„ШӘЩ…ШұЩғШІ Ш§Щ„Ш°Ш§ШӘЩҠ Щ„ШӘШ«ШЁЩҠШӘ Ш§Щ„ШҜШ§ШҰШұШ© Ш§Щ„Ш®Ш§ШұШ¬ЩҠШ© Щ…ЩҶ Ш§Щ„ШөЩ„ШЁ Ш§Щ„Щ…ШҜЩ„ЩҒЩҶ Ш№Щ„Щү Ш§Щ„ШіШ§Ш®ЩҶ ШҢ ЩҲШ§Щ„ЩҲШ¬ЩҮ Ш§Щ„ЩҶЩҮШ§ШҰЩҠ Щ„Щ„ШіЩҠШ§ШұШ© ШҢ ЩҲШ«ЩӮШЁ Ш§Щ„Щ…ШұЩғШІ ШӯЩҒШұ. ЩҲЩ…Ш№ Ш°Щ„Щғ ШҢ ЩҠШ¬ШЁ Ш§Щ„ШҘШҙШ§ШұШ© ШҘЩ„Щү ШЈЩҶЩҮ Щ…ЩҶ ШәЩҠШұ Ш§Щ„Щ…Щ…ЩғЩҶ Ш№Щ…ЩҲЩ…ЩӢШ§ Ш§Щ„ШӯЩҒШұ Ш«ЩӮШЁ Ш§Щ„ЩҲШіШ· ЩҒЩҠ ЩғЩ„Ш§ Ш§Щ„Ш·ШұЩҒЩҠЩҶ Щ…Ш№ Ш§Щ„Щ…ШҙШЁЩғ Ш§Щ„Ш®Ш§ШұШ¬ЩҠ ЩҒШ§ШұШәШ©. ШЁШҜЩ„Ш§ Щ…ЩҶ Ш°Щ„Щғ ШҢ Ш§ШіШӘШ®ШҜЩ… Ш§Щ„Ш®Ш§ШұШ¬ЩҠ ШҜШ§ШҰШұШ© ЩҒШ§ШұШәШ© ЩғЩ…ШұШ¬Ш№ Ш§Щ„Ш®Ш§Щ…. ШЈЩҲЩ„ ШўЩ„Ш© ЩҲШ§ШӯШҜШ© ЩҶЩҮШ§ЩҠШ© Ш§Щ„ЩҲШ¬ЩҮ ШҢ ЩҲШӯЩҒШұ Ш«ЩӮШЁ Ш§Щ„ЩҲШіШ· ШҢ ЩҲШӘШӯЩҲЩҠЩ„ Ш§Щ„ШҜШ§ШҰШұШ© Ш§Щ„Ш®Ш§ШұШ¬ЩҠШ© ЩҒЩҠ ЩҶЩҮШ§ЩҠШ© ЩҲШ§ШӯШҜШ©. Ш§ШіШӘШ®ШҜШ§Щ… Ш«Щ„Ш§Ш«Ш© Щ…Ш®Щ„ШЁ ШёШұЩҒ ШӘЩ…ШұЩғШІ Ш°Ш§ШӘЩҠЩӢШ§ Щ„Щ„ШӘШ«ШЁЩҠШӘ (ШЈШӯЩҠШ§ЩҶЩӢШ§ Ш¶Ш№ Ш§Щ„ШҘШ·Ш§Шұ Ш§Щ„Щ…ШұЩғШІЩҠ Ш№Щ„Щү Ш§Щ„Ш®Ш§ШұШ¬) ШҜШ§ШҰШұШ© Ш§Щ„ШіЩҠШ§ШұШ© ЩҒЩҠ Ш§Щ„Ш®Ш·ЩҲШ© Ш§Щ„ШіШ§ШЁЩӮШ©) ШҢ ЩҲШӯЩҒШұ Ш«ЩӮШЁ Ш§Щ„ЩҲШіШ· Щ…ЩҶ Ш¬ЩҮШ© ШЈШ®ШұЩү ЩҶЩҮШ§ЩҠШ© Ш§Щ„ШіЩҠШ§ШұШ©. ШЁЩҮШ°ЩҮ Ш§Щ„Ш·ШұЩҠЩӮШ© ШҢ ЩҠЩ…ЩғЩҶ Щ…Ш№Ш§Щ„Ш¬Ш© Ш§Щ„ЩҒШӘШӯШ© Ш§Щ„Щ…ШұЩғШІЩҠШ© ШЁШҙЩғЩ„ Щ…ШӘШӯШҜ Ш§Щ„Щ…ШӯЩҲШұ.
5. ЩӮШіЩ… Ш§Щ„Щ…ШұШӯЩ„Ш©
Щ„ЩӮШ·Ш№ Щ…Ш№ Ш§ШұШӘЩҒШ§Ш№ Щ…ШӘШ·Щ„ШЁШ§ШӘ Ш§Щ„ШҜЩӮШ© ШҢ ЩҠШ¬ШЁ ЩҒШөЩ„ Ш§Щ„ШӘШ®ШҙЩҠЩҶ ЩҲШ§Щ„ШӘШҙШ·ЩҠШЁ Щ„Ш¶Щ…Ш§ЩҶ Ш¬ЩҲШҜШ© Ш§Щ„ШЈШ¬ШІШ§ШЎ.
ШӘШ¬ЩҮЩҠШІ Щ…ШӯШұЩғ Ш§Щ„ШЈЩӮШұШ§Шө Ш§Щ„ЩҒШӘШӯШ© ЩҠЩҶЩӮШіЩ… Ш§Щ„Щү Ш«Щ„Ш§Ш« Щ…ШұШ§ШӯЩ„: Ш§Щ„ШҜЩҲШұШ§ЩҶ Ш§Щ„Ш®ШҙЩҶ (Ш§Щ„ШҜШ§ШҰШұШ© Ш§Щ„Ш®Ш§ШұШ¬ЩҠШ© Щ„Щ„Ш®ШұШ§Ш·Ш© Ш§Щ„ЩӮШ§ШіЩҠШ© ШҢ ШӯЩҒШұ Ш§Щ„Щ…ШұЩғШІ Ш§Щ„Ш«ЩӮЩҲШЁ ШҢ ЩҲЩ…Ш§ ШҘЩ„Щү Ш°Щ„Щғ) ШҢ Ш§Щ„ШҜЩҲШұШ§ЩҶ ЩҶШөЩҒ Ш§Щ„ЩҶЩҮШ§ШҰЩҠ (Ш§Щ„ШҜЩҲШ§ШҰШұ Ш§Щ„Ш®Ш§ШұШ¬ЩҠШ© ШҢ Ш§Щ„Ш®Ш·ЩҲШ§ШӘ ЩҲЩ…ШұЩғШІ Ш§Щ„ШҘШөЩ„Ш§Шӯ Ш«ЩӮЩҲШЁ ЩҲШЈШіШ·Шӯ ШөШәЩҠШұШ© Щ…ЩҶ Ш§Щ„ШҜЩҲШұШ§ЩҶ ЩҶШөЩҒ Ш§Щ„ЩҶЩҮШ§ШҰЩҠ ШҢ ЩҲЩ…Ш§ ШҘЩ„Щү Ш°Щ„Щғ) ШҢ Ш§Щ„ШӘШ®ШҙЩҠЩҶ ШҢ ЩҲШҜЩҒШ№ ШәШұШ§Щ…Ш© Ш·ШӯЩҶ (Ш§Щ„Ш®ШҙЩҶШ© ШҢ Ш·ШӯЩҶ ШәШұШ§Щ…Ш© ЩғЩ„ Ш¬ЩҲЩ„Ш©). ШӘЩӮШіЩҠЩ… ЩғЩ„ Щ…ШұШӯЩ„Ш© ЩҮЩҲ ЩҠШӯШҜЩҮШ§ ШӘЩӮШұЩҠШЁШ§ Щ…ЩҶ ЩӮШЁЩ„ Ш§Щ„Щ…Ш№Ш§Щ„Ш¬Ш© Ш§Щ„ШӯШұШ§ШұЩҠШ©.
6. ШӘШұШӘЩҠШЁ Ш№Щ…Щ„ЩҠШ© Ш§Щ„Щ…Ш№Ш§Щ„Ш¬Ш© Ш§Щ„ШӯШұШ§ШұЩҠШ©
Ш§Щ„Щ…Ш№Ш§Щ„Ш¬Ш© Ш§Щ„ШӯШұШ§ШұЩҠШ© Щ…ЩҶ Ш§Щ„ЩҒШӘШӯШ© ЩҠШӘЩ… ШӘШӯШҜЩҠШҜ ЩҲЩҒЩӮШ§ Щ„Щ…ШӘШ·Щ„ШЁШ§ШӘ Ш§Щ„Щ…ЩҲШ§ШҜ ЩҲШ§Щ„Ш§ШіШӘШ®ШҜШ§Щ…. Щ„Щ„ЩӮЩҠШ§ШҜШ© Ш§Щ„ЩҒШӘШӯШ© s ШҢ ШӘШ·ШЁЩҠШ№ ШҢ Ш§Щ„ШӘШЁШұЩҠШҜ ЩҲШӘЩ„Ш·ЩҠЩҒ ШӘШіШӘШ®ШҜЩ… ЩҒЩҠ ЩғШ«ЩҠШұ Щ…ЩҶ Ш§Щ„ШЈШӯЩҠШ§ЩҶ. ЩҮШ°ЩҮ Ш§Щ„ЩҒШӘШӯШ© ЩҠШӘШ·Щ„ШЁ Ш§Щ„ШӘШЁШұЩҠШҜ ЩҲ ЩҮШҜШЈ ШҢ ЩҲШӘШұШӘЩҠШЁЩҮШ§ ШЁШ№ШҜ ЩғЩ„ ШҜШ§ШҰШұШ© Ш§Щ„Ш®Ш§ШұШ¬ЩҠ Щ„Щ„Ш®ШҙЩҲЩҶШ© ШӘШӯЩҲЩ„ ЩҲ ЩӮШЁЩ„ ЩғЩ„ ШҜШ§ШҰШұШ© Ш§Щ„Ш®Ш§ШұШ¬ЩҠ Щ…ЩҶ ШӘШӯЩҲЩ„ ЩҶШөЩҒ ШӘШҙШ·ЩҠШЁ.
ШЁЩҶШ§ШЎ Ш№Щ„Щү Щ…Ш§ ШіШЁЩӮ Ш§Щ„ШӘШӯЩ„ЩҠЩ„ ШҢ Щ…ШіШ§Шұ Ш№Щ…Щ„ЩҠШ© Ш§Щ„ШҘШұШіШ§Щ„ Ш§Щ„ЩҒШӘШӯШ© Ш№Щ„Щү Ш§Щ„ЩҶШӯЩҲ Ш§Щ„ШӘШ§Щ„ЩҠ:
ШӘЩӮШ·ЩҠШ№ вҶ’ Ш§Щ„Щ…Ш§Ші Ш«ЩӮЩҲШЁ Ш№Щ„Щү Ш·ШұЩҒЩҠ Ш§Щ„ШіЩҠШ§ШұШ© вҶ’ ШӯЩҒШұ ШҜШ§ШҰШұШ© Ш§Щ„Ш®Ш§ШұШ¬ЩҠ вҶ’ ШӘШЁШұЩҠШҜ Ш§Щ„Ш¬ЩҲШҜШ© вҶ’ Щ…ШұЩғШІ ШҘШөЩ„Ш§Шӯ Ш§Щ„Ш«ЩӮШЁ вҶҗ Ш§Щ„ШҜЩҲШ§ШҰШұ Ш§Щ„Ш®Ш§ШұШ¬ЩҠШ© ЩҶШөЩҒ Ш§Щ„Щ…ШөЩҶШ№Ш© ШҢ Ш§Щ„ШЈШ®Ш§ШҜЩҠШҜ ШҢ Ш§Щ„ШҙШ·ШЁ вҶҗ Ш§Щ„Ш®ЩҠЩҲШ· Ш§Щ„ШөЩҒШӯШ§ШӘ вҶ’ Ш®Ш· Ш§Щ„Щ…Ш№Ш§Щ„Ш¬Ш© ЩҒШӘШұШ© ШІЩ…ЩҶЩҠШ© Щ…ШӯШҜШҜШ© вҶ’ ЩҒШӘШӯШ© Ш§Щ„Щ…ЩҒШӘШ§Шӯ Ш§Щ„Щ…Ш¶ШұЩҲШЁ вҶҗ Щ…ШұЩғШІ ШҘШөЩ„Ш§Шӯ Ш§Щ„Ш·ШӯЩҶ Ш«ЩӮШЁ вҶ’ Ш·ШӯЩҶ вҶ’ Ш§Щ„ШӘЩҒШӘЩҠШҙ.
7. ШӯШ¬Щ… Ш§Щ„Щ…Ш№Ш§Щ„Ш¬Ш© ЩҲЩӮШ·Ш№ ЩғЩ…ЩҠШ©
Ш§Щ„Ш·ШӯЩҶ ШЁШҜЩ„ Щ…ЩҶ Щ…ШӯШұЩғ Ш§Щ„ШЈЩӮШұШ§Шө Ш§Щ„ЩҒШӘШӯШ© ЩҠЩ…ЩғЩҶ Ш§ЩҶ ЩҠЩғЩҲЩҶ ЩҠШӨШ®Ш° Ш№Щ„Щү ШЈЩҶЩҮ 0.5 Щ…Щ… ШҢ ЩҲЩҠЩ…ЩғЩҶ ШӘШӯШҜЩҠШҜ ШЁШҜЩ„ Ш§Щ„ШҜЩҲШұШ§ЩҶ ЩҶШөЩҒ Ш§Щ„ЩҶЩҮШ§ШҰЩҠ ЩғЩ…Ш§ 1.5MM. ЩҠЩ…ЩғЩҶ ШӘШӯШҜЩҠШҜ ШӯШ¬Щ… Ш§Щ„Щ…Ш№Ш§Щ„Ш¬Ш© Щ…ЩҶ Ш®Щ„Ш§Щ„ ЩҮШ°Ш§ ШҢ ШұШ§Ш¬Ш№ Щ…ШӯШӘЩҲЩү Ш§Щ„Ш№Щ…Щ„ЩҠШ© Щ…ЩҶ Ш§Щ„ЩҒШӘШӯШ© ШӘЩғЩҶЩҲЩ„ЩҲШ¬ЩҠШ§ Ш§Щ„Щ…Ш№Ш§Щ„Ш¬Ш© ШЁШ·Ш§ЩӮШ©.
Ш§Ш®ШӘЩҠШ§Шұ ЩҠЩ…ЩғЩҶ ШӘШӯШҜЩҠШҜ Щ…ЩӮШҜШ§Шұ Ш§Щ„ШҜЩҲШұШ§ЩҶ ШЁЩҲШ§ШіШ·Ш© Ш§Щ„Ш№Ш§Щ…Щ„ ЩҲЩҒЩӮЩӢШ§ Щ„Щ„Щ…Ш№Ш§Щ„Ш¬Ш© Ш§Щ„ЩҲШ¶Ш№ ЩҒЩҠ ШӯШ§Щ„Ш© ЩӮШ·Ш№Ш© ЩҲШ§ШӯШҜШ© ШЈЩҲ ШҘЩҶШӘШ§Ш¬ ШҜЩҒШ№Ш© ШөШәЩҠШұШ© Шӣ Ш№Щ…ЩҲЩ…Ш§ ШҢ Ш°Щ„Щғ ЩҠЩ…ЩғЩҶ Ш§Ш®ШӘЩҠШ§ШұЩҮШ§ Щ…ЩҶ " ШЁШ§Щ„ЩӮШ·Ш№ ШҜЩ„ЩҠЩ„ Ш§Щ„Ш№Щ…Щ„ЩҠШ© "ШЈЩҲ" ШҜЩ„ЩҠЩ„ ЩғЩ…ЩҠШ© Ш§Щ„ЩӮШ·Ш№ ".
8. ШӘШ·ЩҲЩҠШұ Ш§Щ„Ш№Щ…Щ„ЩҠШ©
Ш«ЩӮШЁ Щ…ШұЩғШІ Щ„ ЩҲШ¶Ш№ Ш§Щ„Ш·Ш§ШҰШұШ© Ш§Щ„Щ…ШұШ¬Ш№ЩҠ ШәШұШ§Щ…Ш© ЩҠШ¬ШЁ Щ…Ш№Ш§Щ„Ш¬ШӘЩҮШ§ ЩӮШЁЩ„ Ш§Щ„Ш®Ш§Щ… ШЁШ§Щ„ЩӮШ·Ш№ ШҢ ЩҲШ№Щ…Щ„ЩҠШ© ШҘШөЩ„Ш§Шӯ ЩҠШ¬ШЁ ЩҲШ¶Ш№ Ш§Щ„ЩҒШӘШӯШ© Ш§Щ„Щ…ШұЩғШІЩҠШ© ШЁШ№ШҜ Ш§Щ„ШӘЩӮШіЩҠШ© ЩҲЩӮШЁЩ„ Ш§Щ„Ш·ШӯЩҶ. Ш§Щ„Щ…ШұЩғШІ ЩҠШӘЩ… ШҘШөЩ„Ш§Шӯ Ш«ЩӮШЁ ШЁШ№ШҜ Ш§Щ„ШӘШЁШұЩҠШҜ Щ„ШҘШІШ§Щ„Ш© ШӘШҙЩҲЩҮ Ш§Щ„Щ…Ш№Ш§Щ„Ш¬Ш© Ш§Щ„ШӯШұШ§ШұЩҠШ© ЩҲ Щ…ЩӮЩҠШ§Ші Ш«ЩӮШЁ Ш§Щ„Щ…ШұЩғШІ. ШӘЩ… ШҘШөЩ„Ш§Шӯ Ш«ЩӮШЁ Ш§Щ„ЩҲШіШ· ЩӮШЁЩ„ Ш·ШӯЩҶ ШӘШӯШіЩҠЩҶ ШҜЩӮШ© ШӘШӯШҜЩҠШҜ Ш§Щ„Щ…ЩҲШ§ЩӮШ№ Ш§Щ„Ш·Ш§ШҰШұШ© ШәШұШ§Щ…Ш© ЩҲШӘЩӮЩ„ЩҠЩ„ Ш®ШҙЩҲЩҶШ© Ш§Щ„ШіШ·Шӯ Щ„Щ„ШіШ·Шӯ Ш§Щ„Щ…ШҜШЁШЁ. Ш№ЩҶШҜ ШөЩҠШ§ШәШ© Ш§Щ„ШӘЩӮЩҶЩҠШ© Ш№Щ…Щ„ЩҠШ© Щ…ШӯШұЩғ Ш§Щ„ШЈЩӮШұШ§Шө Ш§Щ„ЩҒШӘШӯШ© ШҢ ЩҒЩҠ ШӯЩҠЩҶ Ш§Щ„ЩҶШёШұ ЩҒЩҠ Ш§Щ„Щ…Ш№Ш§Щ„Ш¬Ш© Ш§Щ„ШіШ·ШӯЩҠШ© Ш§Щ„ШЈЩҲЩ„ЩҠШ© ШҢ Ш§Щ„Щ…Ш№Ш§Щ„Ш¬Ш© Ш§Щ„ШіШ·ШӯЩҠШ© Ш§Щ„Ш«Ш§ЩҶЩҲЩҠШ© ЩҠЩҶШЁШәЩҠ ШЈЩҠШ¶Ш§ Ш§Щ„ЩҶШёШұ ЩҒЩҠЩҮШ§. Ш№ЩҶШҜ ЩҶШөЩҒ ШӘШҙШ·ЩҠШЁ Вў 52MMШҢ Вў 44mm ШҢ ЩҲ m24mm Ш§Щ„ШҜЩҲШ§ШҰШұ Ш§Щ„Ш®Ш§ШұШ¬ЩҠШ© ШҢ ЩҠШ¬ШЁ ШЈЩҶ ШЈЩҶШӘЩӮЩ„ ШҘЩ„Щү Ш§Щ„ШӯШ¬Щ… Ш§Щ„Щ…ШӯШҜШҜ ЩҒЩҠ Ш§Щ„ШұШіЩ… ЩҲЩ…Ш№Ш§Щ„Ш¬Ш© ЩғЩ„ ШӘЩӮЩҲЩҠШ¶ ШҢ Ш§Щ„ШҙШ·ШЁ ЩҲШ§Щ„Ш®ЩҠШ·. Ш§Щ„ ЩҠШ¬ШЁ ШЈЩҶ ЩҠШӘЩ… Ш·ШӯЩҶ Ш«Щ„Ш§Ш«Ш© Щ…ЩҒШ§ШӘЩҠШӯ ШұШҰЩҠШіЩҠШ© ШЁШ№ШҜ ШЈЩҶ ЩҠШӘЩ… Щ…Ш№Ш§Щ„Ш¬ШӘЩҮШ§ ШЁШҙЩғЩ„ ШҙШЁЩҮ ЩҶЩҮШ§ШҰЩҠ ШҢ Щ„Ш°Щ„Щғ ШЈЩҶЩҮ ЩҠЩ…ЩғЩҶ Ш§Щ„ШӯЩҒШ§Шё Ш№Щ„Щү ШҘШҙШ§ШұШ© ШӘШӯШҜЩҠШҜ Ш§Щ„Щ…ЩҲШ§ЩӮШ№ ШЈЩғШ«Шұ ШҜЩӮШ© Ш№ЩҶШҜ Ш·ШӯЩҶ Ш§Щ„Щ…ЩҒШӘШ§Шӯ ШҢ ЩҲЩҠЩ…ЩғЩҶ ШӘШ¬ЩҶШЁ ШҘШӘЩ„Ш§ЩҒ Ш§Щ„ШіШ·Шӯ Ш§Щ„Ш®Ш§ШұШ¬ЩҠ Ш§Щ„ЩҶЩҮШ§ШҰЩҠ Ш№ЩҶШҜ Ш·ШӯЩҶ keyway ШЁШ№ШҜ Ш§Щ„Ш§ЩҶШӘЩҮШ§ШЎ Щ…ЩҶ Ш·ШӯЩҶ.
Ш№ЩҶШҜ Ш§Щ„ШөЩҠШ§ШәШ© ЩҮШ°ЩҮ Ш§Щ„Ш№Щ…Щ„ЩҠШ© ШҢ ЩҠЩҶШЁШәЩҠ ШҘЩҠЩ„Ш§ШЎ Ш§Щ„Ш§Ш№ШӘШЁШ§Шұ Щ„ШӘШұШӘЩҠШЁ Ш§Щ„ШӘЩҒШӘЩҠШҙ Ш§Щ„ШҘШ¬ШұШ§ШЎШ§ШӘ ШҢ Ш№ЩҶШ§ШөШұ Ш§Щ„ШӘЩҒШӘЩҠШҙ ЩҲШ·ШұЩӮ Ш§Щ„ШӘЩҒШӘЩҠШҙ.
Ш§Щ„ЩғЩ„Щ…Ш© Ш§Щ„ШұШҰЩҠШіЩҠШ© : Ш§Щ„ШӘШөЩҶЩҠШ№ ШЁШ§ШіШӘШ®ШҜШ§Щ… Ш§Щ„ШӯШ§ШіШЁ Ш§Щ„ШўЩ„ЩҠШҢ ШЁШ§Щ„ЩӮШ·Ш№ ШҢ ШұЩ…Шӯ
32-3# North Two Road, Xinglin, Jimei, Xiamen, 361022 China
Ш§Щ„ШЁШұЩҠШҜ Ш§Щ„ШҘЩ„ЩғШӘШұЩҲЩҶЩҠ : sales@xmzldjx.com
Skype : janeliui_01
Ш§Щ„ЩҮШ§ШӘЩҒ : +8618650120832
Whatsapp : 13306016335




Щ…ШіШӯ Щ„ wechatпјҡ












